干法缠绕用预浸带的浸胶技术
浸胶是纤维缠绕工艺的重要环节,决定了缠绕纱的浸透程度、纤维强度和含胶量,其中含胶量对缠绕制品性能的影响很大。主要表现在影响制品的质量和厚度;含胶量过高,制品强度降低,成型和固化时流胶严重;含胶量过低,制品孔隙率增加,密实性、防老化性、剪切强度均下降。因而浸胶过程重点是要保证含胶量的准确,通过调节浸渍温度和时间、改变纱束疏密和出纱速度、控制缠绕张力、刮胶等多种手段可使缠绕制品的含胶量达到理想值。根据缠绕时树脂基体所处的化学物理状态不同,缠绕工艺可分为干法、湿法及半干法。不同的缠绕工艺,其对应的浸胶技术也不尽相同。
干法缠绕工艺是指缠绕时采用预浸带直接缠绕在芯模上,或在缠绕机上对预浸带加热软化再缠绕在芯模上。缠绕机上不设置浸胶槽,没有浸胶过程。浸胶工艺在缠绕前进行,在单独的预浸带生产线上完成,因此研究干法缠绕中的浸胶技术主要是研究制备预浸带过程中的浸胶技术。预浸带的制备方法按树脂浸渍纤维的方法不同,可大致分为:①溶液浸渍法;②热熔浸渍法和胶膜碾压法;③粉末工艺法等。
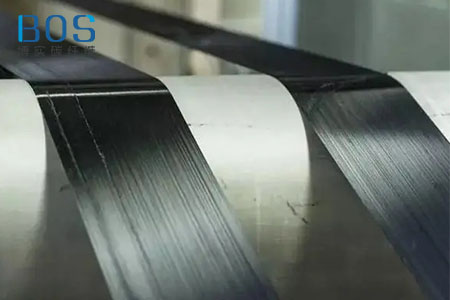
1、溶液浸渍法。溶液法是目前制备干法缠绕成型用预浸带的最常用的方法,单向张紧的纱束从纱架引出,连续平行地进入装有树脂溶液的胶槽内浸渍,再经高温炉烘干,铺垫隔离纸,同时靠热压辊压实,最后收卷储存,即得成卷的预浸带,可用作商业买卖。也有预浸带无需铺垫隔离纸,成卷后直接用于缠绕,实现即浸即用地不间断生产。
由于在浸胶过程中采用了树脂溶液浸渍纤维,所以该法属湿法浸渍工艺,其制备在卧式或立式浸胶机上均可连续进行。为获得质量合格的预浸带,必须严格控制环境温度、胶液浓度、滚简缝隙、出纱速度和收卷张力)等。
2、热熔浸渍法和胶膜碾压法与溶液法不同,热熔法和胶膜法都属于干法工艺,浸胶过程中不使用溶剂,因而生产环境无污染,也不易引起火灾,还能节约溶剂。制得的预浸带挥发分含量低,制备的复合材料空隙率低。热熔法借助加热从漏槽中流出的熔融树脂体系刮涂于隔离纸载体上,随后转移到经排纱整经的平行纱束上,同时纱束的另一面贴附上一层隔离纸,然后三层成一夹芯,经热压辊压实后,使树脂浸润纤维,最后压实收卷。
热熔浸渍法可以免去溶液浸渍法中溶剂带来的诸多不便,可较为精确地控制树脂基体的含量,而且外观质量较好与热熔法相似,胶膜法是将单向张紧的纱束整齐排铺后,夹于胶膜之间,成夹芯状,再通过热压辊挤压,使纤维浸嵌于树脂膜内,最后加附隔离纸载体压实,即可收卷。一般来说,胶膜法可制备含胶量很低的预浸带,产品中树脂分布均匀。但胶膜法对树脂体系的工艺性要求较高,树脂应具有优良的成膜性,适度的柔性、黏性和较长的储存时间。通常,添加一定量的热塑性树脂或较高相对分子量的线型热固性树脂可以有效提高成膜性和柔性,同时也提高了固化树脂的韧性。这两种干法浸胶工艺解决了那些树脂体系不溶于普通低沸点溶剂的预浸带制备问题。
3、粉末工艺法。粉末法主要用于制备热塑性树脂和高熔点难溶解的树脂的预浸带,它又分为粉末静电法和粉末悬浮法。粉末静电法是在连续纤维表面沉积带电树脂粉末,用辐射加热的方法使聚合物粉末永久地黏附在纤维表面上。此法不会引起纤维/树脂界面应力,也不会因聚合物在高温下持续时间过程而导致性能退化。粉末静电法需事先将高聚物研磨成非常细微的颗粒,其典型的粒子大小是240μm、110μm和80μm。采用超细微颗粒的粉末,可获得柔软的预浸带。
粉末悬浮法通常又分为水悬浮和气悬浮两种。前者是在水中悬浮的树脂颗粒黏附到连续运动的纤维上,后者是细度为10~20μm的聚合物颗粒在流化床中悬浮,聚合物颗粒附着在连续的纤维上,随即带上护管,使粉末不再脱离纤维表面。用上述几种浸胶工艺制备的预浸带能严格地控制质量和含胶量(精确到2wt%以内),使干法缠绕制品的性能大大提高,适合于航空航天所要求的高性能产品的制造。但投资较大,增加的预浸带制造设备造价高。此外,干法缠绕制品的层间剪切强度也较低。
阅读延伸:《碳纤维火箭发动机壳体整体缠绕工艺探索》