如何完成碳纤维芳纶蜂窝板的切割钻孔加工?
复合材料被广泛地应用到许多领域,如航空、航天、能源、建筑、船舶等,在飞机制造业的应用中尤为突出,复合材料应用的多少已经成为飞机先进程度的重要标志。飞机零件多采用碳纤维、芳纶纤维、蜂窝芯等材料,经成型完工后,边缘都带25~50mm的余量,好多零件上都需加工出不同数量的装配孔、定位孔或开口,这些边缘余量、各种孔、开口,都需要用精准的数控加工设备完成。本文博实结合自己的实际经验和文件资料来给大家解读一下如何完成碳纤维芳纶蜂窝板的切割以及钻孔加工。
众所周知,金属零件加工时传热快,易成屑,并且可以使用冷却液来降低刀具及加工部位的热量,大量的切屑带走热量;而复合材料尤其是层压零件加工时难成屑、导热慢、加工部位热量高,刀具易磨损,这对加工复合材料的刀具、工艺方法要求很高,完全不同于普通机械加工,其最大的难点是加工时材料容易分层、起毛、拉丝,通常加工后产品表面粗糙度很差。而且,复合材料零件价格昂贵,数控加工是它的最后工序,一旦出现问题将前功尽弃,且损失惨重。因此,选择合适的机床、加工方法、加工参数对复合材料零件的加工质量尤为重要。由于复合材料硬度大,对刀具磨损严重,其加工刀具一定要特别锋利、耐磨,保证加工中少换刀。
1.钻孔
在金属零件的钻孔工艺过程中,材料在厚度方向为一个均匀的整体,不容易分层或起毛;而碳纤维零件属多层结构,在材料的厚度和水平方向力学性能相差甚远,所以钻孔时,出刀部位容易产生分层和起毛现象,这时对刀具提出更高的要求,从结构上来讲,钻头采用三尖两刃或两尖两刃形式,锋利的三尖可先将碳纤维层划断,两刃对孔壁起到修补的作用,所以使用这种刀具效果特别好。还有英国Technicut公司生产的镶金刚石钻头,以其锋利和耐磨取胜,钻出的孔也不错。
2.边缘、开口切割
小型、薄壁碳纤维零件边缘的切割一般采用整体硬质合金滚花铣刀,大型、壁厚(5mm以上)的碳纤维零件边缘的切割采用镶金刚石铣刀或带各种涂层的整体硬质合金滚花铣刀。
边缘、开口切割主要是解决起毛和分层的问题,使用刀具的刃部,滚花结构形式的铣刀,由于有好多锋利的小切削刃,有效限制了每一层在厚度方向的运动和撕裂,有效防止起毛和分层。镶金刚石铣刀以其锋利的刀刃,在使用高转速的情况下,迅速切除材料,保证碳丝不被拉出而分层起毛。
根据碳纤维、芳纶纤维、蜂窝芯材料的性能特点,切割、钻孔必须选择主轴转速在8000r/min以上的数控机床,大部分为风冷冷却(碳纤维零件可采用水冷)。对于平板类零件,一般选用真空平台吸附加工。曲面类零件,一般采用带真空吸附的铣切工装。
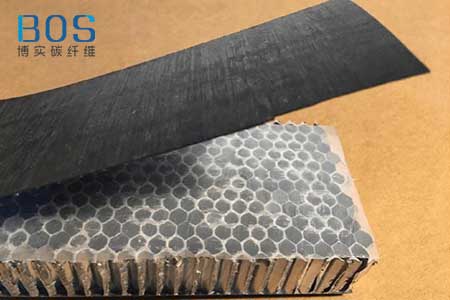
由于蜂窝结构的特殊性,使其切削性差,在加工中易出现撕裂、压塌、芯格变形、毛刺、外形缺损等缺陷,在加工中刀具易磨损,因此,刀具的结构、切削性能非常重要。
真空吸盘式柔性夹具系统是一种根据数控钻铣床发展起来的配套装夹系统,该系统的主要功能是可在三维空间将弯曲的工件按照预先设计的程序固定好,工件由在龙门设备的工作区域内的真空吸盘固定。龙门通用支撑夹具可在2min内自动重新配置,从针对一种工件的配置转换成适应另外一种形状工件的配置。特别适用于壁板零件的外形和孔的加工。因为避免了大量铣切夹具的制造和存放,可显著降低成本并节约生产面积。