影响RTM工艺成型制件质量的主要缺陷及对策
质量与工艺控制是复合材料RTM工艺成功应用的一个关键。复合材料的质量主要取决于以下特性:孔隙率:复合材料中气泡或空隙的含量必须低于结构设计所容许的值。压实水平:树脂含量、纤维体积含量以及相关的分布梯度。固化度:聚合物树脂及其结构的形成。纤维方向:满足设计要求。界面粘接:树脂和纤维之间的粘接程度。
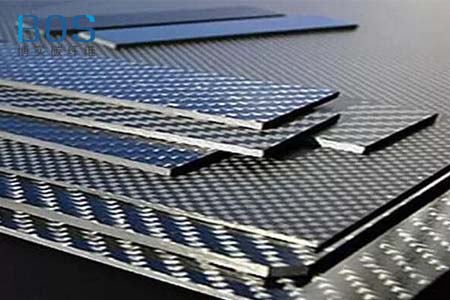
模具设计不当、预成形体制造质量偏低以及工艺参数的选择不合理等会导致RTM工艺成型制件出现各种缺陷。缺陷的存在降低了复合材料的质量,体现在材料力学性能、表观质量、以及耐环境湿热性能的下降。气泡和干斑以及富树脂区是RTM制品的主要缺陷,有必要弄清楚这些典型缺陷的形成机理,以便在RM工艺实施过程中采取适当的措施,抑制或者消除这些缺陷以提高RTM制件质量。
RTM工艺制件干斑。干斑一般在进出胶口设置不合理、快速流道效应、预制体中渗透率异常变化或者树脂预先凝胶等情况下产生。在有快速流道效应的情况下,树脂优先流向预制体中自由空间较大的边界区域,并在充满整个模腔前到达出胶口,然后该部分树脂回流导致袋装气泡裹在预制体中,此后袋装气泡随着与树脂压力的平衡而收缩,在固化后最终形成气泡。通过憋胶和放胶工艺如何形成干斑和消除干斑的方法。憋胶工艺时在注射的过程中利用反向压力封堵出胶口管路,这种工艺增加了作用于干斑周围的压力,这将使得干斑收缩,且使得干斑内部压力增大。放胶是在憋胶后打开出胶口、管路,导致干斑和出胶机构间瞬时的压力变化将驱使被困空气向出胶口方向移动。
RTM工艺制件熔接痕。还有一种情况是在树脂的流动前沿交汇处形成空隙。由于增强材料一般是各项异性的,树脂流动前沿不是光滑的曲线,而是呈现锯齿状,左右两股树脂前沿上锯齿的齿峰与齿峰先接触,从而包裹出空气,形成空隙。把这种树脂流动前沿交汇处包裹有气泡的结构称为熔接痕。熔接痕的气泡含量比其他地方大的多,使得制件在熔接痕处的性能降低很多,应当尽量合理安排注胶口的位置,使熔接痕痕的长度最短。熔接痕的长度将作为工艺性能指数中权重最大的一项用以评价浇口设置优劣。
从理论上分析,产生空隙或干斑的原因有4种:1、树脂注入模腔时带入空气过多,注射过程中又没有有效排出。2、树脂粘度过大,气泡流动缓慢,在注射时间内很难从制件终滋出从而形成空隙。3、树脂注射压力过大,以致气泡被包裹在树脂中无法排出。4、模具的进出浇口设置不合理,工艺实施过程进出浇口开关历程设置不当,导致树脂流动前锋形成熔接痕痕。5、树脂固化时反应放热过高,使固化时间太短,使模腔中的气体难以排出。空隙可以通过下列方法预防或消除:1、确保模具密封良好。2、真空辅助。3、提高注射压力抑制气泡尺寸。4、若树脂中有挥发分,减小真空度。
阅读延伸:《复合材料RTM工艺制件空隙的形成机理》