碳纤维复合材料机加工分析
碳纤维增强复合材料是近年来迅速发展起来的新材料,它的轻质高强,减振降噪等优良的性能使它广泛应用于航天、航空等领域。尽管复合材料的使用性能优异,但由于其非匀质性和各向异性,它们往往难于机械加工,主要问题表现在切出的表面质量差和刀具的急剧磨损。
碳纤维复合材料的切削过程与金属的切削大不相同,其切削刃产生切屑并非像大多数金属那样通过剪切生成,而是通过折断来去除多余的复合材料。由于复合材料呈现各向异性,层间强度低,切削时在切削力作用下容易产生分层、撕裂等缺陷,且纤维方向对切削过程有影响,纤维受剪切应力时,较易被切断;受拉伸应力时,切断较难。在加工过程中,刀具刃口与纤维夹角不同,纤维依次经劈裂、切断和弯曲剪断等不同断裂过程,因此碳纤维复合材料的切削力往往要大于金属材料的切削力且不均匀。
切削力是切削过程中重要的物理现象,包含切削变形、摩擦磨损、振动等多种信息。切削力既是设计机床、夹具和刀具的重要数据,也是分析切削过程工艺质量问题的重要参考数据。减小切削力,不仅可以降低功率消耗,降低切削温度,而且可以减小加工中的振动和零件的变形,从而提高零件的表面加工质量,还可以延长刀具的寿命。
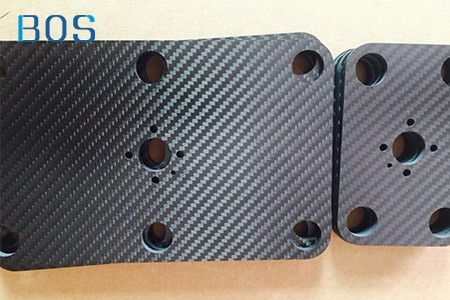
铣削是复合材料最常用的机械加工形式,通过使用硬质合金刀具对碳纤维复合材料试验板进行基础的铣削试验,分析铣削力随切削参数的变化规律,使用回归分析法得到硬质合金立铣刀铣削碳纤维复合材料时的铣削力经验公式。为碳纤维复合材料在铣削加工中优选加工工艺参数,减少刀具磨损,改善工件表面粗糙度提供了良好的数据和分析方法。