碳纤维圆管卷制工艺过程剖析
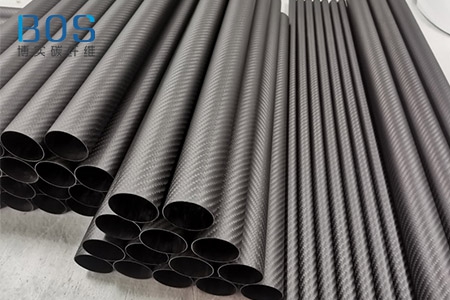
碳纤维圆管多采用卷制工艺,需要根据管材的规格先裁切出预浸料和模具,然后利用卷管机的温度软化碳纤维预浸料,再将其均匀的卷到模具上。其力学性能优异,可作为设备的承力件。
碳纤维管的力学性能是由碳纤维含量决定的,含量多,则力学性能好,反之,则力学性能次点。碳纤维管强度是钢管的6-12倍,可达到3000mpa以上。密度小、重量轻、密度只有钢材的1/4不到,广泛应用于风筝、航空模型飞机、灯用支架、PC设备转轴、蚀刻机、医疗器械、体育器材等机械设备。碳纤维圆管尺寸稳定、导电、导热、热膨胀系数小、自润滑和吸能抗震等一系列优异性能。
碳纤维圆管多采用卷制工艺制作,首先根据所需管材的规格裁切好碳纤维预浸料以及选择合适的内芯模具,然后利用卷管机的温度将碳纤维预浸料软化,然后均匀的卷制到内芯模具上。管材尺寸精度的控制首先要考虑到模具, 芯模的选择原则是用线膨胀系数较大的弹性材料做成型模,以线膨胀系数小的钢材作为辅助模具。
在卷制过程中,合理的铺层角度可以优化力学性能,常见的铺层角度有0°、±45°、 90°。当所有预浸料卷制完毕后,在表面裹上一层OPP带,最后送入热压罐中高温固化成型。成型之后,脱去OPP带,就得到碳纤维管的粗坯。两端切去不光滑平整的部分,经过多道工序进行打磨、抛光。初步完成的碳纤维管还需要进一步加工,首先根据成品的规格,将半成品的两端多余部分去除,形成统一整齐的切面,然后经过专业打磨机和人工手工打磨、抛光,才能形成光滑而有光泽的表面。
随着碳纤维圆管在实际应用中轻量化的效果逐渐显现,在印刷、造纸、塑料、薄膜、纺织、锂电池极片卷绕机等行业的辊轴类也开始逐步用其取代传统金属类管材。在此背景下,高强度低重量的碳纤管如果能在表面质量和制造精度上得到进一步提升,无疑是为其进军更高端和更广阔的市场扫清了一大障碍。