T800碳纤维在压力容器中的应用可行性分析
世界上高性能碳纤维的研发与生产起步于20世纪60年代,经过几十年的发展,碳纤维力学性能得到不断提高,生产能力随着年限呈几何倍数增长,使得高性能碳纤维复合材料在固体发动机领域的应用越来越广泛。国内复合材料压力容器经历了由玻璃纤维、有机纤维和碳纤维复合材料的发展历程。目前复合材料压力容器主要以有机纤维和T700碳纤维为主,关于高性能T800碳纤维的应用研究较少。
先进的固体发动机要求复合材料容器不仅能够承受高内压,还需要能承受导弹的高速运行,高加速变轨所引起的轴向和横向过载,即对容器强度和刚度要求大幅提高。采用目前复合材料容器应用的芳纶或强度和模量偏低的T700碳纤维复合材料,均难以满足新一代高质量比高压容器的研制需求。试验采用较为成熟的高强中模T800碳纤维作为基体增强纤维,其拉伸强度为5880MPa,拉伸模量为294GPa。同时以耐高温配方树脂为基体树脂,进行碳纤维复合材料压力容器干法成型工艺研究。
研究人员采用两轴T800SC-24K碳纤维制备预浸带。预浸带制备质量的好坏可以通过胶带断裂强力进行表征,从而测试分析预浸胶带的纤维强度保留率,根据测试结果,研究人员发现:800SC-24K碳纤维预浸带断裂强力保留率为96.4%,浸胶过程中纤维强度损伤较小。
T800碳纤维缠绕复合材料压力容器爆破性能研究为研究T800SC-24K碳纤维预浸带在复合材料压力容器上的纤维发挥强度和容器特性系数(PV/W),采用缠绕工艺成型了标准φ480、加长φ480和φ1000mm容器,对T800SC纤维发挥强度进行表征。
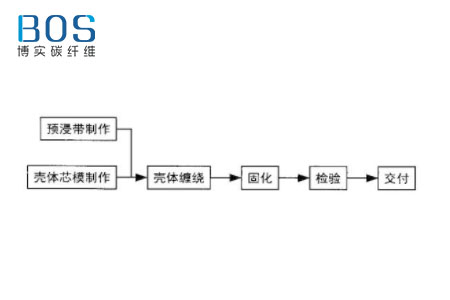
采用T800SC干法成型缠绕复合材料压力容器和湿法缠绕工艺上最大的不同点在于,压力容器缠绕前需要进行T800预浸带的制备,其优点是可以精确控制压力容器含胶量和质量,解决湿法碳纤维压力容器含胶量无法精确控制的难题,具体工艺流程见下图。
标准φ480mm压力容器研制情况采用T800SC-24K预浸带成型标准φ 480 mm压力容器工艺设计参数,见表。
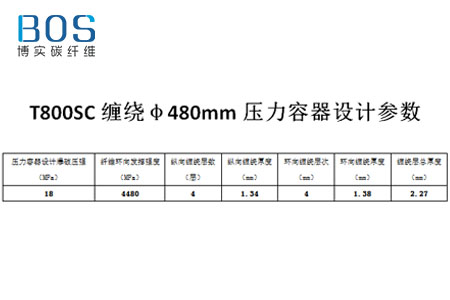
根据表中工艺设计参数,成型了3台标准φ 480 mm压力容器,标准φ 480 mm压力容器水压爆破纤维发挥强度>4480 MPa,较T700碳纤维提高约17%,容器爆破水压应变在1.6%,与T700碳纤维相当,PV/W值> 44 km。
加长φ 480 mm压力容器水压爆破纤维发挥强度高达4869 MPa,较T700碳纤维发挥强度提高约28%,压力容器简段最大应变在1.592%,与T700碳纤维压力容器破坏应变相当,PV/W值达到42 km。
采用T800SC-24K预浸带采用缠绕成型的方式制成一台加长φ1 000 mm压力容器,数据表明,φ1000mm压力容器水压爆破纤维发挥强度高达4599 MPa,较T700碳纤维发挥强度提高约21%,压力容器简段最大应变在1.451%,PV/W值达到44.5 km。标准φ480、加长φ 480和φ1000 mm复合材料压力容器的水压爆破结果表明,T800纤维强度发挥率均在77%以上且比较稳定,与T700碳纤维强度发挥率基本相当,适用于高性能复合材料压力容器成型。
随着复合材料压力容器技术的不断的进步,传统材料已经无法满足高性能压力容器对高质量比的技术需求,T800级碳纤维在美国、欧洲等发达国家已经广泛应用。我国在高性能碳纤维应用方面起步较晚,虽然前期开展了一些小型试验件的研究,但是采用高强中模T800碳纤维成型大型复合材料压力容器经验较少。通过将T800高性能碳纤维在不同直径复合材料压力容器上的应用研究,基本掌握了T800碳纤维复合材料压力容器成型的关键因素,为高性能T800碳纤维在大型复合材料压力容器上应用奠定基础。
阅读延伸:《碳纤维的主要性能是什么?》