【知识贴】增强材料的预成型有哪些方式?
在RTM成型加工中,必须首先把纤维增强材料制成与要加工制品类似的形状才能进行成型加工。待增强纤维及其织物制成预成物的过程称为预成型,通过预成型加工的增强纤维及其织物预成型物又称为填料。预成型物加工方法目前有缝合法、喷涂法和冲压法三种。
缝合法
预成型物的加工成本主要取决于要加工制品的应用领域。以航天、航空为例,在这一领域应用的RTM成型制品通常采用裁剪一缝合法进行加工。在这一加工过程中,通常将纤维编织或纺织织物按预加工制品的形状,分成若干个简单形状的区面,从整体纤维增强织物中裁剪下来,再采用缝合法将各区面缝合成与欲加工制品形状类似的预成物。此时便可用RTM成型加工。这种预成型工艺效率低,劳动强度大,是在传统纺织和缝合技术上发展起来的。用这种方法可加工二维或三维织物。其中所制备的三维几何形状的预成型物层间强度和韧性高,整体性能优越,可实现预成型加工自动化生产。因而,宇航业制品RTM成型多采用这一工艺,同时也适用其他RTM制品的成型。但仅限于小型制品的生产。
喷涂法
更大体积预成型物的制备则要求速度更快的工艺,如断切纤维束喷涂技术。在喷涂技术中,要按照预成物形状制造出一打孔金属网,并在打孔网后侧施加真空,利用切碎机将增强纤维按所需长度断切,并喷涂上树脂。然后通过切断进气管吹人空气使纤维分散并呈无规化,直接进入打孔网中。打孔网后侧的真空系统会使纤维在网内牢固定位,并使纤维之间相互接触。一旦达到增强物所需厚度,切断切碎机电源,将预成型物连同打孔网一起送人烘箱内。在烘箱内树脂可固化,使预成型物定型。喷涂技术制造大型预成型物速度很快,即每分钟一个预成型体。但是由于切断纤维束会影响复合材料制品的力学性能。为解决这一问题,而研制出可喷涂连续环状形状纤维束或连续取向纤维束的喷涂新技术。
冲压法
冲压工艺中,所采用的增强材料为连续性无规玻璃纤维束毡,纤维呈离心构型。可采用热固性树脂涂覆,在冲压后将其固定在一起。
为将热冲压纤维毡制成所要求的形状,应按下列步骤实施:
①制备坯料;②制备骨架并进行夹持固定;③加热;④冲压;⑤压实;⑥冷却;⑦脱模并修整。
坯料是初步裁剪成像制品几何形状的纤维毡。制成骨架应为纤维毡提供滑动作用,并可对坯料周围加以固定控制,以减少皱褶的形成。理想的骨架应该可倾斜翘起,对阴模起良好的覆盖作用,与制品外形尽可能紧密些。对坯料的夹持作用会导致纤维毡拉伸,随后变薄,坯料的滑动作用可使纤维收缩并减缓纤维毡变薄的程度。在有弯曲法兰的制品中不能使纤维过度收缩。在弯曲区内,内平面的速度压缩会使纤维毡变形,在压实后会造成制品起皱。对坯料骨架的设计还应包括坯料固持力的调定、坯料夹持器几何形状的设计和减少纤维毡废料措施的采取等。
预成型工艺设计
根据预成型工艺设计,对第二步和第三步可加以改变。对纤维毡的加热或熔融主要取决于所用树脂的性能。烘箱(如高效红外加热器)的温度调定要考虑到树脂的玻璃化转变温度(Tg),和从烘箱中取出纤维毡并放到冲压工位的冷却速率。另外,还有纤维毡与工具表面的摩擦也会严重影响应变和预成型物的质量。减少纤维/树脂界面的摩擦会使纤维分布更加均匀,可防止定位性变薄现象和纤维断裂等。反之,增大摩擦会减少纤维的弯曲性。合模后,可利用树脂在纤维与纤维接触点上进行粘接作用而赋予预成型物尺寸稳定性,而后再压实。冷却作用是将树脂变为固态,有助于使预成型物保持与模具类似的几何形状。
由于RTM多采用玻纤增强环氧复合材料模具,这种模具与金属模相比导热性差,故而冷却速度慢。若采用打孔的金属模具,并设置排气孔,其冷却速度会加快。脱模后,可对预成型物加以修整。尽管冲压技术预成型大型结构速度快、工艺简便,但由于是无规纤维增强,其性能与纺织的缝合预成型物相比不在同一档次上,综合性能相对偏低。
坯料预成型
袋压成型采光罩的坯料有两种预成型方法,如下所述。
1、手糊成型法,采用阴成型。
2、机械化成型。
采用预成型机制造坯料,如下图所示。
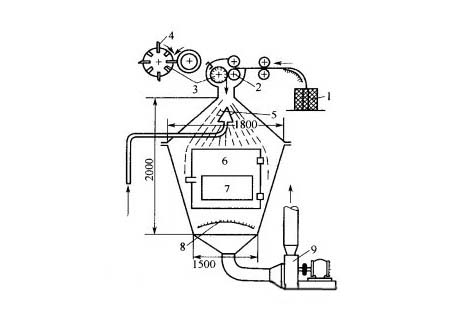
此法适用于制造形状复杂的、外形尺寸较大的产品。生产预成型坯料时,先将玻璃纤维无捻粗纱用切割器2、3切成长50mm左右的定长玻璃纤维,在成型室6内,靠空气蜗轮分散器5将切断的股纱打散,使其均匀沉降。抽风机9在成型室内造成负压,将玻璃纤维吸附到网模8上。为了保证坯料有足够的强度,搬运过程中不会散掉,成型过程中要喷洒一定数量的水溶性树脂胶黏剂,常用的胶黏剂数量为树脂基体的5%,生产透光复合材料采光罩时,必须选用不影响产品透光率的胶黏剂。
素材来源于网络,仅供学习、交流。如有侵权,请告知删除!