碳纤维材料数控切削加工工艺简析
碳纤维复合材料力学性能好,但是其硬度高且脆性大,属于较难加工材料,所以传统的麻花钻头进行钻削加工是特别容易出现质量缺陷的,比如分层、撕裂、毛刺等,严重的话会导致整个产品的报废。目前高精度、高效率的数控切削已经逐步取代传统麻花钻头,本文博实来为大家讲解一下该种加工工艺。
碳纤维复合材料硬度高,对切削力较为敏感,所以可采用电镀超硬磨料钻磨刀具进行碳纤维复合材料的孔加工。这种钻头扩孔段与修正段采用不同粒度磨料,扩孔段采用粗粒度磨粒,能够很好地提高孔壁表面质量和加工精度,钻头中心为通孔,并在端面开有排削槽,有利于切削碎屑的排出。
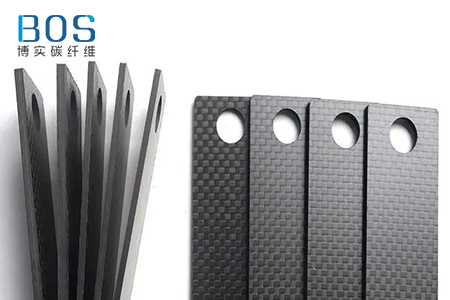
在进行钻孔时,其内侧与传统麻花钻头一样,沿线速度方向的剪切力可以让碳纤维制品表层在无束缚的情况下产生撕裂、分层等缺陷。随着钻头的进一步深入,钻头的扩孔段也起到一定的作用。由于扩孔段有一定的锥度,能够在碳纤维复合材料上形成垂直于母线的力,这个力的垂直分力可以有效地抑制入口处撕裂、分层等缺陷的产生。采用这种新型的电镀超硬磨料刀具对碳纤维复合材料制品进行加工具有很大的优势。
在进行扩孔过程中,由于加工的余量较小,扩孔段将钻头最前端钻削时产生的缺陷切除的同时,形成较好的加工表面,当钻头深入到碳纤维复合材料的出口侧附近时,未切削部分承载能力很低,在轴向力的作用下,碳纤维复合材料容易产生分层、裂纹、毛刺等缺陷。当修正段进入切削时,由于此时的加工余量非常小,钻头只起到修光的作用,即将残留的微小缺陷和表面粗糙的地方切出,不仅能够获得更高表面质量的孔壁,同时还保证孔周具有较高的加工精度。
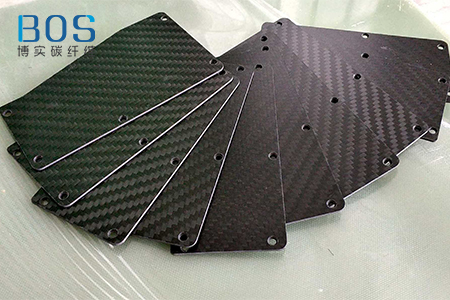
技术人员利用碳纤维数控钻磨加工实验,可得知:主轴转速6000r/min,机床轴向进给量25mm/min,每个工件的端面及侧壁钻孔加工、端面及侧面磨削加工,加工精度均满足要求,所有碳纤维工件的加工能够一次合格。
阅读延伸:《碳纤维复合材料无损检测的方法》