碳纤维复合材料的工艺性能要求
随着制备碳纤维预浸料技术发展和碳纤维复合材料品质稳定性和可靠性要求,我国航空系统已广泛采用热熔法。采用热熔法制备预浸料工艺对碳纤维的要求较滚筒法高,从发展需求分析,为了严格控制碳纤维预浸料的品质,文章对国产高模量碳纤维工艺性能提出如下主要要求:
1、无断头,毛丝尽可能少在制备碳纤维预浸料过程中,一旦发生碳纤维断头现象,必须停车接丝,这样会造成部分区域外观品质问题。采用热熔法制备预浸料工艺往往使用数十个至数百个纱轴,如果有断头,就会降低生产效率和浪费材料,且会影响预浸料的品质。
在预浸料制备过程中,碳纤维将经过一系列导向轴和碾压辊,毛丝多,且机械摩擦后易形成毛团,使预浸料表面不平整,影响其厚度的均匀。实践工作表明,在预浸料毛团处,树脂含量会明显增高,且也会引起分布不均;一旦形成毛团增大,其结果会造成更多断丝。除此之外,若碳纤维毛丝多,还会污染生产环境,对预浸料操作人员健康带来危害。
2、线密度稳定,离散性小制备碳纤维预浸料时为了正确地计算单位面积碳纤维用量,首先要控制碳纤维的线密度。日本东丽公司碳纤维品质稳定性好的主要反映在控制其线密度的稳定。20世纪80年代初T300、M40线密度的离线系数指标为小于3%,20世纪90年代不同批次碳纤维的线密度离散系数实测值均小于1%,使制备碳纤维预浸料过程中,为有效控制单位面积碳纤维用量稳定性创造了有利条件。
3、合理上浆处理在碳纤维制造过程中,为提高其操作性能,对碳纤维大都预先采用上浆处理。实践表明,不是一种上浆剂对每种碳纤维都适用,也不是每种上浆剂和各种树脂基体都相容。因此碳纤维生产厂家都应有不同类型的上浆剂以适应不同的碳纤维增强材料和树脂基体材料。此外还应控制上浆剂的用量,对今后碳纤维扩展制备超薄型预浸料、碳纤维与树脂基体浸润性等方面的品质控制创造有利条件。
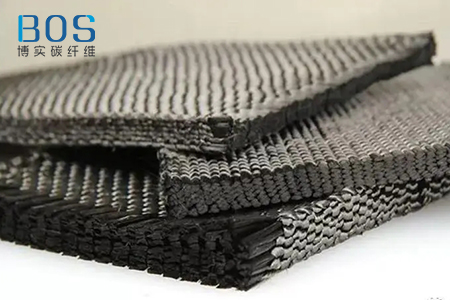
4、以需求确定碳纤维有无捻度对于碳纤维织物制品,一般选用有捻碳纤维,这样,在织造过程中,可使绒毛减少,制品均整性好。在制备碳纤维薄壁结构复合材料时,为了减轻结构质量,便于工艺铺层设计,必须用无捻碳纤维才能充分碾宽碳纤维,制备超薄型预浸料,满足产品结构设计要求。因此应针对碳纤维的不同用途向生产厂家提出制造有捻或无捻的碳纤维。
5、足够的连续长度采用热熔法制备预浸料时,每筒碳纤维的连续长度不同,只要其中有一筒碳纤维先用完,就必须停机补纱,以保证连续生产,但此后碳纤维陆续用完,就要依次停车,由此不仅降低生产效率,预浸料的品质也难以控制。因此要求每筒碳纤维长度控制在一定范围内,有利于预浸料制备的品质保证。
6、储存稳定性要好碳纤维从生产之日起到生产出复合材料结构件,要经历品质检验、生产、储存、运输等一系列过程,有些过程时间较长,因此必须有规定的储存期,在此期间碳纤维应保持其原有的状态和工艺操作性,如编织、缠绕、预浸料制备等工艺过程中碳纤维无损伤和性能下降现象。
碳纤维稳定性增长工作是碳纤维复合材料产品达到先进技术的支撑。日本东丽公司用了10多年时间才使T300碳纤维拉伸强度从进入市场时3000MPa逐步提高至当今3800MPa,离散系数从7%降至3%这些重大的进步都经历了“生产一应用发现问题、一改进提高一稳定”漫长的稳定性增长过程,因而国产高模量碳纤维也不例外,要达到先进技术指标,稳定性增长工作必须持续坚持,有利于稳定、快速发展。
阅读延伸:《模压成型对碳纤维板质量有哪些影响因素》