碳纤维管的制作过程分析
碳纤维管是碳纤维制品中较为常见的一种,是由碳纤维与树脂复合经过模压、热压罐、缠绕等工艺成型制成。本文来针对其中一种工艺做个简单的过程分析。
1.内芯模具的制作
内芯模具要根据客户对管材规格的要求进行制作,因为纤维缠绕时受到压紧力,要求其集合形状基本保持不变,因而在芯模原材料的选择上,选择具有良好刚性的金属材料,如钢和硬铝,钢的密度比硬铝大,其硬度也比硬铝大,但钢的热膨胀系数不及硬铝。而高性能碳管制品是在高温下进行固化的,如果采用硬铝芯模,可通过硬铝热膨胀产生的固化内压,提高碳管的密度和力学性能。所以在高性能碳管的缠绕工艺中,芯模宜选用金属材料,而硬铝则是材料。
芯模的封头设计尽量使用扁椭球式,这种形状可以保持筒身部分缠绕均匀,无堆积现象,防止出现“滑移“和“架空“现象。芯模的筒身部分可以制成等直径,但是如果制品长度很长,同时考虑到机床的加工精度以及脱模等条件的限制,等直径的筒身部分在应用中也许会存在困难,但是如果采取带锥度的芯模就可以解决这个问题,实验证明,1:1500-3500的锥度加工芯模筒身比较适宜。对较长的制品,制作芯模时可考虑分段对接芯模,以确保制品尺寸稳定。
通常在缠绕之前要在芯膜表面涂刷脱模剂,以便于之后的脱模,但是对于高性能碳管,有机类脱模剂在固化过程中易渗入树脂中,造成制品缺陷,影响制品性能。如果在芯模表面涂覆一层含氟的脱模剂,就可以消除这种缺陷。
2.根据规格要求,设计纤维层叠方式
首先确定要做的板材厚度,按照厚度算出需要的层数,然后按照0°、45°、90°、-45°的顺序叠层,然后模压成型。
3.将纤维层卷到内芯模具, opp卷制包裹
碳纤维管的加工成型方法主要涉及以下三种:缠绕成型法,将碳纤维单丝缠绕在碳纤维轴上,特别适用于制作圆柱体和空心器皿;挤拉成型法,先将碳纤维完全浸润,通过挤拉除去树脂和空气,然后在炉子里固化成型,这种方法简单,适用于制备棒状、管状零件等;真空袋热压法,在模具上叠层,并覆上耐热薄膜,利用柔软的口袋向叠层施加压力,并在热压罐中固化。
4.烘烤硬化,去OPP,脱芯
将定型好的卷料从卷绕机取出,在固化炉中固化。管材固化后,去除芯模型,即可以得到复合材料缠绕管材,这个过程也叫固化脱模。在脱模过程中,车加工或钳工去除封头,再脱下制品,这有可能损及芯模表面,影响芯模的反复使用,可以利用耐高温胶粘剂补平或者焊接再磨削到位。
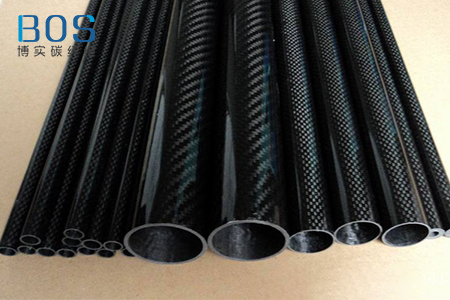
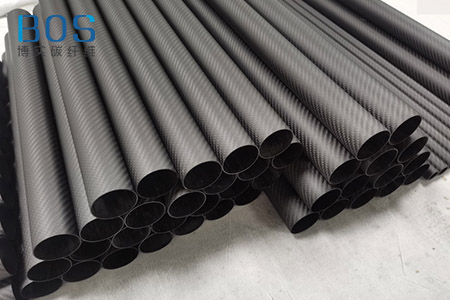
5.两端切去不光滑平整的部分,经过多道工序进行打磨、抛光
初步完成的碳纤维管还需要进一步加工,首先根据成品的规格,将半成品的两端多余部分去除,形成统一整齐的切面,然后经过专业打磨机和人工手工打磨、抛光,才能形成光滑而有光泽的表面。